La bomba de trasiego Rover Novax 50 T es una solución robusta y especializada para el movimiento de líquidos en los sectores agrícola, vitivinícola y alimentario. Esta bomba eléctrica utiliza un motor eléctrico trifásico de 400 V de alta eficiencia, diseñado para funcionar en servicio continuo, lo que le permite ofrecer un rendimiento estable y fiable a lo largo del tiempo.
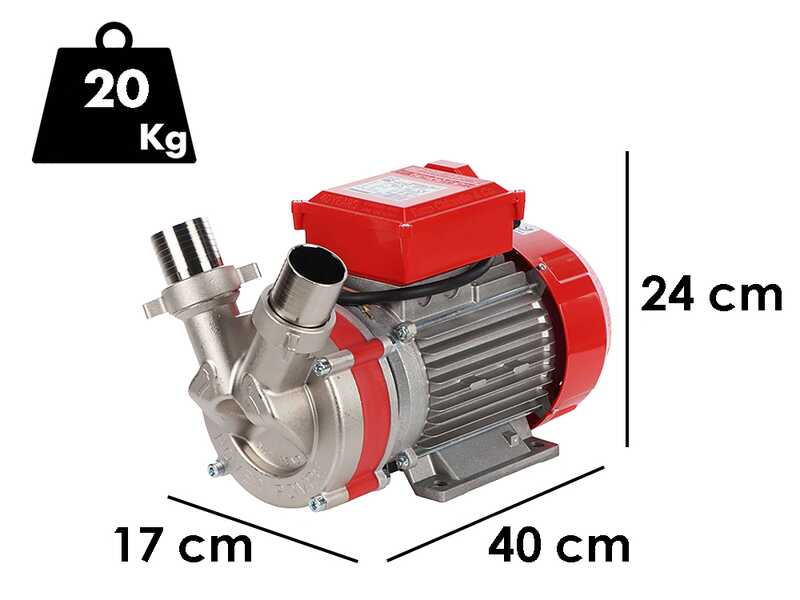
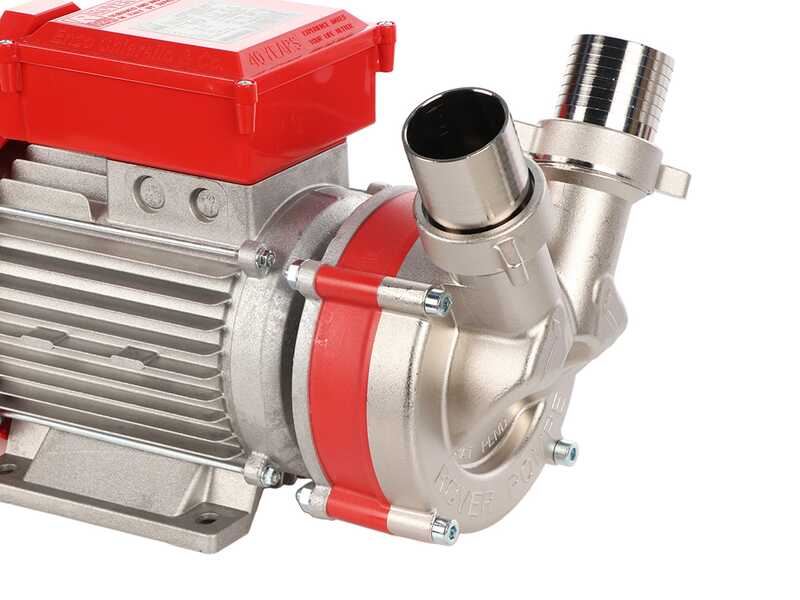
El diseño del cuerpo de la máquina es compacto y robusto. Su configuración como bomba autocebante de anillo líquido con impulsor de geometría estelar permite una elevada capacidad de aspiración. El mecanismo de aspiración se activa simplemente llenando el cuerpo de la bomba a través de uno de los dos racores de acero pulido, manteniendo la eficacia en ambos sentidos de rotación.
La bomba de trasiego Rover Novax 50 T se distingue por su particular geometría hidráulica. Esta configuración le permite funcionar eficazmente incluso cuando hay burbujas de aire en el líquido que se aspira. El producto es adecuado para el trasiego de líquidos limpios, no químicamente agresivos ni abrasivos, de uso común. Esta bomba se puede utilizar para mover líquidos como agua, vino, leche, vinagre, soluciones oleosas de baja viscosidad, detergentes neutros fluidos o gasóleo. El mantenimiento requerido es sencillo y rápido. Después de cada uso, basta con trasvasar agua limpia al interior del cuerpo de la máquina para enjuagar las superficies internas, preservando la integridad de los componentes.
La bomba de trasiego Rover Novax 50 T ofrece varias ventajas operativas. El doble sentido de rotación de serie ofrece flexibilidad de uso, permitiendo invertir el flujo del líquido sin necesidad de desmontar los tubos. La certificación MOCA acredita la conformidad del producto para el contacto con alimentos. La capacidad de trabajar en servicio continuo gracias al motor trifásico garantiza la realización de operaciones prolongadas sin riesgo de sobrecalentamiento.
La estructura de la bomba eléctrica de trasiego Rover Novax 50 T integra una serie de especificaciones técnicas importantes:
- Motor trifásico de alta eficiencia: el motor está diseñado para funcionar en servicio continuo, ofreciendo una potencia nominal de 3 HP (2100 W). Esto garantiza un rendimiento constante y una larga vida útil.
- Alto caudal y altura máxima: la bomba alcanza un caudal máximo de 15 000 litros/hora con una altura máxima de 24 metros.
- Doble sentido de rotación integrado: la función de inversión de la rotación es estándar y permite aspirar y enviar el líquido en ambas direcciones.
- Construcción robusta con certificación MOCA: el cuerpo de la bomba está fabricado con materiales que obtienen la certificación MOCA. La composición de la construcción hace que el producto sea adecuado para el trasvase de líquidos alimentarios.
- Tecnología autocebante con anillo líquido: esta tecnología especial permite a la bomba autocebar el líquido con facilidad, funcionando incluso en presencia de pequeñas burbujas de aire en el circuito.